Temporary Solder Masks
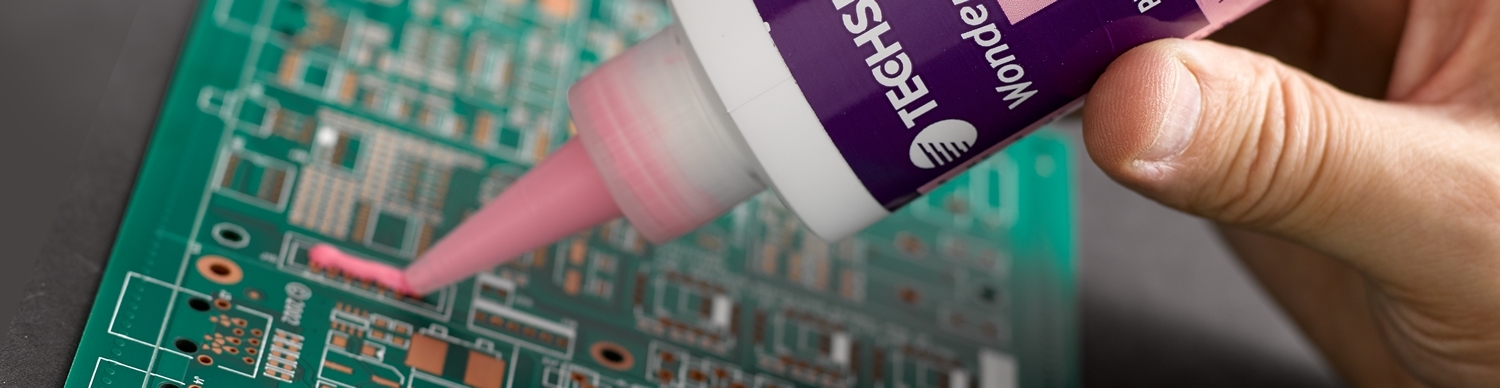
WonderMASK P is a temporary, peel-able solder mask comprised of a thixotropic, synthetic acrylic latex designed to withstand fluxing, wave soldering and cleaning operations. Unlike natural latex mask, it contains no offensive ammonia and hence is non-corrosive to copper, gold, silver or pre-soldered surfaces. In addition, stability problems are averted when applied, the product is opaque pink and when cured, becomes completely translucent red. Cured mask can be for masking conformal coatings, may be used in applications such as robotic, pneumatic, hand applied or template screening (not recommended for silk screening).
Techspray’s WonderMASK is the industry leading temporary solder mask brand because of quality and versatility. Depending on the product, mask can be peeled off manually or washed off in a batch or inline system. WonderMASK has a number of useful applications in PCB assembly:
Techspray’s WonderMASK is the industry leading temporary solder mask brand because of quality and versatility. Depending on the product, mask can be peeled off manually or washed off in a batch or inline system. WonderMASK has a number of useful applications in PCB assembly:
- Thru-hole masking: Prevent soldering open holes in a wave soldering process by covering with WonderMASK. All of the masks listed below are well suited for this application.
- Conformal coating masking: In a conformal coating dipping or spraying process, WonderMASK can be used to cover connectors and other components and areas that should not be coated. WonderMASK P and PX are recommended.
- Temporary component adhesive: WonderMASK can be used to tack down components on double-sided PCB

FAQ's
How High of a Temperature Can Temporary Solder Mask Withstand?
Solder mask is engineered to withstand molten solder temperature for the very brief time (about a second) it is exposed in a typical wave soldering process. Most commercially available masks should be able to withstand melting point temperatures of lead-based and lead-free solder, up to 650°F (343°C). As exposure time is lengthened, like in a reflow oven, there is more potential the mask will bubble, char, and become brittle. How long a mask can withstand extreme temperatures depends on the thickness of the bead, and the type of mask.
How do I remove temporary solder mask?
Peelable mask is usually removed by hand or with tweezers. Resourceful engineers have come up with devices with rotating brushes and other creative methods, but there is no commercially available equipment to speed this process along. Washable mask is engineered to be removed in an aqueous inline or batch wash system. If you are using a closed-loop system, which filters and recirculates wash water, make sure you use a mask that is compatible with your physical filters and ion beds. If you experience foaming, it is an indication that either too much mask material is being passed back into your cleaning system or it is interacting with dissolved flux in the same wash water. This is generally solved by replacing your wash water with fresh DI water, but a defoaming agent can be added as a stopgap solution.
How can I prevent solder from breaking off in the through-holes?
Believe it or not, the way you hold the bottle can make a big difference on how easily the cured mask is removed. Many operators hold the bottle at a 90° angle as they drag the dispensing tip across the area they are masking. This has a tendency to force the mask through the vias and causes 3 potential problems: 1) The mask tends to stick to the inside of the thru-holes, and may push out the other side and mushroom out. This creates a plug on the other side, which increases the chance of breakage when peeling off the cured mask. 2) The material inside the thru-holes are less accessible if washing off mask in an aqueous cleaning system. 3) The bead of mask is thinner when holding the bottle at 90°. When using a peelable mask, this bead acts as a draw-string, so a thinner strip has more of a tendency to become brittle in high soldering temperatures, and is more likely to break when removing the cured mask.
Articles

How To Use Spot Mask for Wave Soldering & Conformal Coating
Say you’re a contract manufacturer of printed circuit boards (PCBs), and your customer just made an engineering change that leaves several thru-hole vias open. If you run it through the wave as is, and solder over the vacant holes, the PCB won’t function properly. How do you keep the pro...
Read This Post
Videos
Techspray - US office
8125 Cobb Center Drive
Kennesaw, GA 30152, United States
1-678-819-1408
Toll-Free: 800-858-4043
Fax: 770-424-4267
Techspray - China office
ITW Specialty Materials (Suzhou) Co., LTD
Suzhou, Jiangsu, CN
008651282060808
Techspray - European office
ITW Contamination Control EMEA
Saffierlaan 5
2132 VZ Hoofddorp
The Netherlands
+31 88 1307 400
info@itw-cc.com
You did not finish submitting your information to request a sample